
- Mixers:
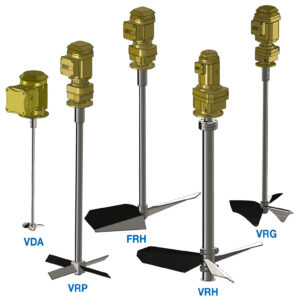
- Milton Roy produces a variety of mixers, including top-entry, side-entry, and bottom-entry mixers. These mixers are designed to handle different mixing requirements, such as blending, suspending, dispersing, and homogenizing.
- Top-Entry Mixers: Ideal for tanks with large capacities, these mixers are used in processes that require thorough mixing and homogenization.
- Side-Entry Mixers: Commonly used in large storage tanks, especially in the oil and gas industry, side-entry mixers provide effective mixing with minimal power consumption.
- Bottom-Entry Mixers: Often used in applications where the mixer needs to be located at the bottom of the tank, ensuring consistent mixing even with high-viscosity fluids.
- Agitators:
- Agitators from Milton Roy are designed to enhance fluid motion, ensuring uniform mixing, blending, and reaction in various industrial processes. These are often used in reactors, storage tanks, and other vessels requiring agitation.
- High-Shear Mixers:
- These mixers are specifically designed for processes that require fine emulsification, dispersion, and reduction of particle size. They are used in industries where precision mixing is critical, such as pharmaceuticals and cosmetics.
- Custom Solutions:
- Milton Roy offers custom-engineered mixing solutions tailored to specific applications and requirements. They provide consulting and design services to optimize mixing performance and efficiency.
Applications:
- Chemical Processing: Used for mixing chemicals, blending additives, and ensuring consistent reaction rates in chemical reactors.
- Water Treatment: Applied in processes like flocculation, aeration, and chemical dosing in water and wastewater treatment plants.
- Oil and Gas: Utilized in crude oil storage, refining, and processing to ensure consistent product quality and prevent stratification.
- Food and Beverage: Used for blending ingredients, ensuring homogeneity, and maintaining product consistency.